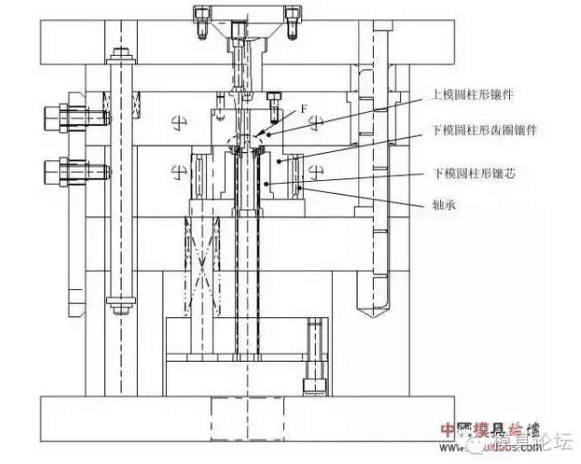
This article gives a brief analysis of the concept of precision plastic gear molds and the key points of the manufacturing process. We hope that these sharing will help mold personnel. Although it is only a brief introduction, as long as we have mastered the key points, the follow-up to the gear mold will be analogous and convenient. First, the concept and application of precision gear mold 1) Precision gears are very high in terms of parameter size and performance requirements. Parameters include outer diameter of tooth tip circle, outer diameter of tooth root circle, modulus, circle diameter (also called public normal line), tooth thickness of indexing circle, pressure Angles, angles of inclination of inclined teeth, tolerances of runout of teeth, etc.; performance includes the selection of materials and accuracy requirements for other assembly dimensions. 2) In terms of application, representative products such as printers and copiers internal transmission parts, common VCD disc drive bracket, if the gear can not meet the precise requirements, there will be stent in and out of action, with vibration or swing Invigorating, loud voices, through which we can have a perceptual understanding of the concept of precision and its necessity. 3) Precision gears are graded in terms of accuracy. The higher the level, the more accurate the national standard is, and the lower the level, the more accurate the Japanese standard is. In accordance with JIS standards, most precision mold factories can only achieve four-level and five-level gears, and it can be achieved that the level three plastic gears are quite high level. Second, precision plastic gear types: 1) Axial inclination angles from the teeth: Spur gears, helical gears, combination spur gears, combination helical gears and combination straight helical gears. The concept of combination is that the spur gears or helical gears are stepped in the axial direction and formed by one injection. 2) There are two main aspects of transmission: meshing transmission gears and belt transmission gears. Third, the choice of mold embryos: The accuracy of the embryo will directly affect the manufacturing and injection molding accuracy of the die, as well as the life of the die. Experience has shown that general-purpose die-embedded precision is generally difficult to meet the requirements of precision gear molds. Fourth, the selection of plastic materials: There are two main types: POM and PA (PA+GF%). Do not rule out other raw materials, such as: polysulfone. The most fundamental reason why POM and PA materials are preferred is that POM and PA products have good self-lubrication. Other common reasons: good abrasion resistance, good impact resistance and fatigue resistance; secondly, POM products have high rigidity and excellent creep resistance; PA products have good toughness, and if necessary, GF% can be added to enhance its rigidity. In general, the POM gears can be used for meshing with each other, and the PA gears are used for meshing with the POM gears. Fifth, the design of the mold structure related points: 1) Gate: Generally 3 or 6 points are used for balanced pouring. For the micro-gears, only one point is used for pouring. 2) Cavity layout: There are 1 to 4 chambers. Small gears can reach 6 or 8 cavities; different shapes can form 3 cavities. The most representative is 4 chambers. 3) Molding method: There are common center tube and ejector pins. For helical gears, bearing auxiliary ejection must be added. The position of the bearing is set on the cylinder needle and on the core of the die CORE. The two die-out principles are the same. Because of the small size of the product and the small size of the mold, the tow plate does not generally require addition of toes and EGP. In the following, the bearing sleeve is illustrated on the CORE, and it can be understood more specifically. 4) Parting surface tube block: The parting surface tube block must be installed with a cylindrical part surface tube block. 5) The front and rear molds and inserts are cylindrical to ensure the product's coaxiality. The material is generally selected SKD61, hardened to HRC52~56. SKD61 is preferred because: After the material is hardened, the deformation is small, the heat treatment margin is small, and the cost and time are naturally saved in the semi-finishing process; After hardened, the wear resistance is high. It is important to remove the mold for the gear without draft angle. It is naturally important to wear. Hot die steel, with temperature changes, stable steel performance, suitable for long-time precision injection molding; SKD61 contains high amount of Cr, and after "electroslag remelting" treatment, the content of phosphorus (impurity) is reduced from 0.03% to 0.001%, so the mirror effect is good after electric processing. After hardened, the abrasion resistance is good, especially corrosion resistance to POM decomposition of formaldehyde gas. However, to illustrate, if the hardness requirements are even higher, SKD51, SKD11 and other cold work die steel materials will be used. The center insert (needle) can be used 8407. 6) In the accuracy of the key parts of the department and department pins or center small inserts, usually the design accuracy requires the coaxiality of 0.02mm, and some requirements are higher. In addition, the upper part of the center cylinder needle or inserting needle should be designed with a straight cylindrical tube position, and insert the upper mold insert to locate, so as to achieve a higher coaxiality of the front and rear mold gel positions. See the area marked F in the figure above. Six, mold making points: 1) Tooth shape processing: The straight teeth are processed by using slow walking wire, and at least one repair and three tools are used to achieve the roughness of the surface of the tooth profile. Helical tooth rings are spirally machined with the gear electrode, and the accuracy of producing the helical electrode is very high. A company that orders to a military enterprise in the southwest is more "mysterious" when it comes to high-precision production and testing of helical electrodes. 2) The processing requirements for the block-type circular pipe block require that the A and B plates be processed at the same time in order to ensure accurate coaxial positioning. 3) cylindrical mold meat and inserts need to use internal and external cylindrical grinding machine processing, A, B plate mold cavity must use a coordinate grinding machine processing. Otherwise, the requirements for cylindricity, roundness, verticality, and roughness are not met. The product cannot guarantee "precision." 4) General ring gear inserts, after tooth profile machining, the thickness of the workpiece is not allowed to be processed by grinding machine, otherwise it will lead to transverse burrs on the tooth surface and the workpiece will be scrapped. When it is really needed, only EDM processing is used to reduce face. 5) Save mode: The tooth surface and the edge are absolutely not allowed to save the mold or polish, and the relevant roughness can only be achieved by electric processing once. At the same time, the mold is usually beer for a long time, and the steel tooth surface will be smoother. Seven, test mode stage: 1) When T1, the transport water must be connected. The gear mold is different from the shell mold. Before the T1 is determined on the design structure, the transport water can be made. If the water is not picked up, the sample will have a very different size and local thermal balance, which will directly affect the crystallinity and the shrinkage of the plastic material, affecting the accuracy and dimensional stability of the product. 2) When T1, first ensure the outer diameter and thickness dimension of the gear, because these two dimensions are generally not repaired or repaired. Second, the other dimensions, as long as the first two, and in the molding conditions of stability, other dimensions can be temporarily accepted, and then through the mold, the second time to complete. In general, the profile of a single tooth profile does not differ greatly from the theoretical one in the case of guaranteed tooth outer diameter. 3) Once the product has both ends of the head or middle shrink, if the machine can not be solved, please note that this does not necessarily mean that the sample is NG. In most cases, customers will generally accept as long as gear meshing is acceptable. Eight, gear sample office inspection: Measuring the outer diameter of the tooth, you can generally use a digital caliper. However, if the number of teeth is 3 multiples and 5 times the number of gears, you must use 3 hook micrometers and 5 hook micrometers. Tooth profile can be used to project the contour of the film. However, precision inspections must have professional gear electronic testing equipment. Sample gears should be equipped with standard teeth to mesh with each other, and then the required gear related parameters should be input. The computer will automatically display the test data, including parameters such as the radial runout of the gears. Nine, mold injection and maintenance points: 1) During normal beer production, no mold release agent is allowed, otherwise the product is unacceptable; the reason is that the lubrication of the release agent affects the meshing and meshing measurement of the teeth; it is not easy to wipe off and is not clean in the tooth surface; easy to stick Dust affects the accuracy of the gear. 2) Mold temperature and barrel temperature are the key to ensure dimensional stability of continuous beer and plastic. 3) The mold must be sprayed with anti-rust agent as long as the mold is dropped or the mold is not shut down for more than 1 hour; check whether the anti-rust agent is sprayed before the mold is dropped. Ring gear inserts, but a serious rust on the tooth surface, basically there is no room for repair, because it is a precision mold. 4) If the rubber seal leaks on the tooth surface, under normal conditions, do not rub it with a cloth. The better method is to use a filtered gas to blow the net, then dry it with a musette, and then spray the rust inhibitor and then drop it. 5) Due to the better rigidity and toughness of POM and PA material products, the same type of micro-gears can be packed together with PE bags in a proper amount on the product packaging, and the gears with slightly larger shapes can be axially aligned and packed in plastic bags. , But no heart product damage, but each box must be added cardboard. Ten, the mold attached and packaged. Because it is similar to other molds, it will not be repeated. Read original
· PREMIUM QUALITY: Precision machining, with high quality assurance of comprehensive performance.
· HIGH RELIABILITY: Professional manufacturing, stable characteristics and high reliability.
· HIGH QUALITY MATERIAL: Made of high quality alloy material, sturdy, durable and long service life.
· MORE CONVENIENT: Simple design, easy to install and operate, convenient to use.
· STURDY AND DURABLE: The special design of the threaded bottom bracket, where the cups are threaded and screwed together within frame, ensures avoid any squeaking.
Interlock Bottom Bracket,Aluminum Cup Bottom Brackets,Press Fit Bottom Bracket,Bicycle Child Shenzhen Gineyea Technology Co., LTD. , https://www.gineyea.com
October 07, 2021