It is suitable for the preparation and processing of Tomato Sauce Machinery, and can produce seasoned tomato sauce, Ketchup Processing Line. The production line is mainly composed of pure water system, hot water generation system, high-speed dissolving system, dispensing system, degassing, homogenization, sterilization, filling and capping, empty can stacking, empty can conveying and washing, tunnel sterilization cooling, drying , coding and other equipment. This ketchup production line has an advanced design concept and a high degree of automation; the main equipment is all made of high-quality stainless steel (some parts in contact with food are made of SUS316 material), which fully meets the hygienic requirements of food processing.
Tomato Sauce Machinery, Tomato Sauce Machinery Ketchup Processing Line,Tomato Sauce Machinery Tomato Puree Processing Line,Tomato Sauce Machinery Tomato Ketchup Production Line Jump Machinery (Shanghai) Limited , https://www.shanghaimachineries.com
Second, the system design program According to the actual situation on the scene, automated system block diagram design shown in Figure (1). It is a multi-level secondary network structure: 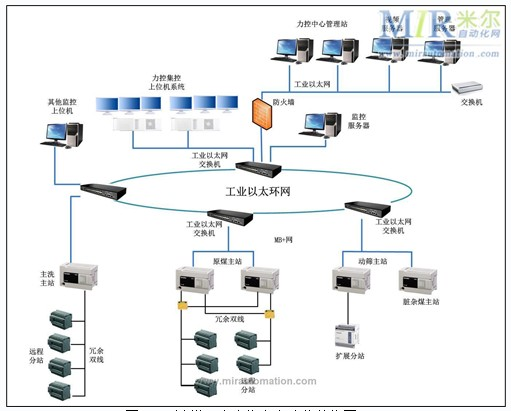
Figure (1) Safe Production Automation Structure Diagram of Coal Preparation Plant (1) Level 1: The management information network mainly connects management stations, management servers, and video servers, and is responsible for the external interface with the enterprise.
(2) Level 2: The monitoring information network consists of two levels:
â— Remote I/O network level: Remote I/O sub-station connection is used between the CPU master station of the centralized control system and the PLC substation.
â— Industrial Ethernet ring network: Each CPU master station of the centralized control system and its host computer are connected through a ring-shaped industrial Ethernet redundant network. Other monitoring upper computer (such as the single computer automation system upper computer, ash analyzer upper computer) is also connected through the industrial Ethernet network to form a complete centralized control dispatch monitoring information network. And through the firewall and management information network connected to form a corporate Intranet network.
Separate the monitoring network from the information network to form a two-tier network structure, and ensure the security of the monitoring system through such means as firewalls, isolation devices, and additional monitoring databases. At the same time, in this kind of system structure, between the PLC centralized control station, the centralized control upper computer and each centralized control station are connected through Ethernet. In the raw coal, moving screen and coal washing systems, the measures of substation bus redundancy are adopted. Through this network architecture design, the reliability of the system is greatly improved.
The superior monitoring software uses ForceControl, a force-controlled configuration software, to visually display the data during system operation through the screen, which facilitates the control of the system and enables user management, fault alarm handling, report query and printing, and other functions. IPCs are connected to switches through network cables and are used as backups. Two of them constitute software redundancy to ensure safe production and ensure the integrity of historical data. Using ForceControl's web publishing function, the publishing server can publish system configuration screens and various reports to the local area network. This makes it easier to understand the operating status and parameters of field devices and ensure the safe and stable operation of the system.
Third, the system functions use the latest programming software to control the centralized control system PLC, the use of advanced configuration software as a centralized PC software, in order to adapt to the current process of centralized control requirements, as well as the safety of coal preparation system production automation requirements. The system mainly includes centralized control functions and information integration functions.
3.1 Central Control Function The functions of centralized control flexibility (protection, process selection, and unlocking, etc.), rapid fault location, fault backtracking, elimination of contact jitter software, and automatic control of local process steps are implemented. such as:
(1) Start notice function: Before the system starts, the equipment advance notice function sends a start notice signal to the field equipment through flute, bell and voice to remind the staff to pay attention to safety.
(2) With the equipment prohibition start function: During the advance notice period, if the host computer of the monitoring system receives the on-site prohibition signal, it prohibits starting the equipment and automatically records the forbidden equipment number, otherwise it will start the train in reverse coal flow sequence.
(3) Start/pause function: In the process of starting, if any equipment fails or disables, the system will immediately suspend the process of starting and locking coal equipment to delay for a certain time. During the delay time, the started device will not stop. If the fault can be eliminated for a short time, the vehicle can continue to be started; otherwise, the started device will be stopped instantaneously.
(4) Accident handling, pause/release function: During the operation of the equipment, when a certain equipment fails, the equipment at the fault point is immediately stopped at the coal source side, and the equipment at the fault point along the direction of the coal flow delays the parking. If the fault can be dealt with as soon as possible, the on-site personnel can clear the fault. At this time, the parking process is automatically stopped and the unfinished equipment no longer stops. The system will re-initiate the advance notice signal to each device. After the pre-announcement, it will automatically start the car to the coal source, so that the system will resume normal operation, so as to reduce the frequent start-stop of the device and reduce the damage rate of the device.
(5) Diagnostic function: The system has advanced comprehensive diagnostic functions, which can identify and diagnose equipment and parameter abnormalities. It can quickly and correctly identify faults such as module configuration errors, analog overrun, line disconnection, etc., and automatically report abnormalities. malfunction.
(6) Closed-loop control function: It realizes the automatic closed-loop adjustment of the process link.
(7) Monitoring function: realizing dynamic real-time monitoring of various process flow charts, real-time display of analog bar graphs, trend graphs, and pie charts, visual display of production process parameters, and automatically recalling the screen of the faulty device when a fault occurs. Historical data display print, fault voice alarm, etc.
(8) Communication function: It has direct communication, high-speed peer-to-peer communication and open standard communication functions to complete the transmission, recording and integration of real-time monitoring data.
The operation mode is divided into three modes: automatic, manual and local:
(1) Automatic mode: All operations of the automatic mode can be realized through the IPC keyboard and operator interface. The operating personnel can call up the preselected flow menu on the CRT according to the process requirements and input relevant instructions. If the flow selection is wrong, the host computer should automatically display “selection error†and not start.
(2) Manual mode: There are two manual modes: one is interlocking manual, and the other is unlocking manual. Unlock manual operation on the local operation box, interlock remote manual operation. Interlocking manual operation means that the operating personnel start the equipment one-to-one in the direction of the counter coal flow, and stop the equipment one-to-one in the direction of the coal flow. The equipment in the flow has an interlocking relationship. Manual unlocking means that the operator can start or stop any device as he likes. At this time, there is no interlocking relationship. Under this control mode, no load operation is allowed.
(3) Local method: The local method is to operate on the local control box. At this time, the main control room does not control the equipment.
3.2 Operation Station Function (1) Dynamic graphical display of process flow, plant-wide equipment operation status and gate position.
(2) Equipment flow chart; It shows the operation, stop and fault status of the equipment in different colors.
(3) Coal and water level bar graphs, showing coal coal, water level, gate position and other changes.
(4) Generate various reports.
The following figure shows the real-time monitoring screen: 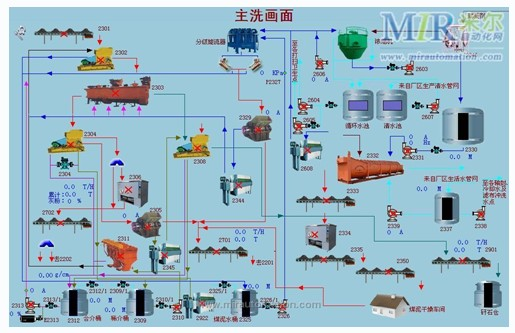
3.3 Information Integration Function The centralized control system not only implements the basic functions of centralized control, but also includes the supervision and analysis of automated systems, real-time databases, and information integration.
Establish a monitoring and analysis platform for production process monitoring: It mainly deals with real-time data, completes the monitoring and management of production processes, fault diagnosis and analysis, performance calculation, analysis, and optimization operations. Its focus is to integrate the real-time production information of all production processes of the whole plant, and provide real-time production guidance based on optimization analysis for the operation management, which is the basic function that production scheduling must first realize.
Build a monitoring system database: add monitoring system data and application servers, provide a public access point for production information, a data platform for developing upper application programs, and a common interface for connecting information systems. Realize the integration of automation systems such as centralized control, measurement, monitoring and stand-alone systems.
To achieve comprehensive information browsing: using B/S mode, comprehensive display of various scheduling management and production monitoring data at the computer terminal to achieve application navigation. Users can access related enterprise information through a single, personalized, web-based interface. It can integrate existing business applications, databases, real-time data streams, business events, and Web content into a unified information window.
Enterprise-level alarm system: automatic alarm and notification of failures and accidents. Connect industrial automation software, provide real-time intelligent alarm notification, data acquisition, and remote control through various communication devices. The alarm information can be intelligently converted into voice and transmitted to specified phones through wired and wireless communication methods such as loudspeakers, internal communication systems, radio and telephone, and so on. Texts can also be sent to designated mobile phones and various types can be performed by telephone or mobile phones. Remote setting and control of parameters.
IV. Conclusion The centralized control system of the coal preparation plant can achieve full automatic control of coal preparation equipment and automatic adjustment of production process parameters, so that the equipment can operate under optimal conditions, give full play to its performance, ensure product quality, quantity and other process indicators. The stability, improve the recovery rate of clean coal, and then achieve the best control purposes, thus ensuring the sustainable development of the company.
I. System Overview At present, the automation of China's coal preparation plant belongs to the automation of local production systems, such as automatic control of the jig plane, automatic measurement and control of the resuspension density, and automatic detection and control of flotation process parameters. Only a few factories have realized the integrated automation of the main production system computer, automation and plant-wide equipment centralized control, data collection and industrial television monitoring. Therefore, the further promotion of the automation results of the coal preparation plant and the development of automation of the entire plant production system are the future development directions.
October 22, 2024